


















Сварка труб ПНД своими руками
- Сварка ПНД труб – подготовительный этап работ
- Электромуфтовая сварка ПНД
- Стыковая сварка пластиковых труб своими руками
Полиэтиленовые трубы (ПНД) изготавливаются с диаметром от 20 до 1200 миллиметров и имеют широкое распространение благодаря своим преимуществам и легкости монтажа. Они могут быть использованы для создания газо- и водопроводов, а также наружной, внутренней и ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными (как раз используются для канализационных систем).
Соединение полиэтиленовых труб можно осуществлять тремя способами: разъемный с использованием фланцев и фитингов, сварной неразъемный с использованием специального оборудования встык и сварной неразъемный с применением электромуфт. Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Сварка ПНД труб – подготовительный этап работ
Независимо от применяемого вида сварки ПНД труб, следует провести ряд подготовительных мер перед началом работ, к которым относятся:
- Приобретение и доставка труб и крепежа (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимов и редукционных вкладышей, которые соответствуют диаметру свариваемых труб на участок, где будут проводиться работы.
- Обустройство рабочей площадки, на которой будет размещено сварочное оборудование, и ее освобождение от посторонних предметов.
- Механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой стоит тщательно проверить на исправность и работоспособность.
Порядок подготовки оборудования:
- Визуально осмотреть узлы сварочного аппарата, проверить на исправность заземлители и электрические провода, проверяют на степень заточки ножи торцевателя.
- Подготовить электрогенератор, заправив его топливом и проведя тестовое включение.
- Очистить от имеющихся загрязнений и следов приставшего полиэтилена детали оборудования (скребок, торцеватель, нагреватель) перед работой, затем обезжирить все поверхности растворителем.
- В обязательном порядке проверить наличие масла и его уровень в гидросистеме сварочного оборудования, провести испытания подвижного зажима на работоспособность, после чего смазать все трущиеся детали оборудования специальными составами.
- Провести проверку всех имеющихся контрольно-измерительных приборов.
Электромуфтовая сварка ПНД

Аппарат для электромуфтовой сварки труб
Если сравнить электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовая сварка часто применяется для ремонта ПНД труб диаметром не более 160 миллиметров и установки разветвления в уже имеющихся трубопроводах. Сварные швы при качественно проведенных работах способны выдерживать давление до 16 атмосфер.
Принцип метода электромуфтовой сварки
Электромуфта – это фасонная деталь из полиэтилена, в корпус которой вживлены электрические спирали. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначаются условия температурного режима, продолжительность нагрева и прочая информация, необходимая для работы. Если производится прямолинейная сварка ПНД труб, то нужно использовать муфту простой формы, для монтажа других конструкций используются тройники электрофузионные, седловые отводы и другие детали, выполненные из полиэтилена с аналогичными электроспиралями.

Принцип сварки: на спирали муфты подается электрический ток, благодаря чему происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба расширяется, из-за чего образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой после застывания образуют жесткое герметичное соединение.

Стыковая сварка пластиковых труб своими руками

Стыковая сварка является технологически более сложным процессом, нежели соединение ПНД труб электромуфтой.
Проводить данные работы можно только при наличии квалификации сварщика и соответствующего опыта работы.
В процессе сварки методом стыковки образуется монолитный шов, который не уступаюет по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушает гибкость конструкции. Таким способом можно соединять трубы между собой, а также производить монтаж фитингов и других деталей.
Стыковая сварка применяется только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4.5 миллиметров и диаметром более 50 миллиметров. Температурный режим окружающей среды, подходящий для проведения работ – от -15 до +45 градусов.
Технология стыковой сварки полиэтиленовых труб
Подготовительный этап работ заключается в проверке овальности полиэтиленовых труб, сравнения толщины их стенок и соответствие SDR свариваемых деталей. После этого с торцов необходимо удалить сколы и неровности (для этого можно использовать электроторцеватель, который обрежет трубы под углом 90 градусов) и очистить от различных загрязнений (пыли, песка, влаги и так далее). Трубы устанавливаются в центратор так, чтобы расстояние между их торцами составляло около 4 сантиметров.
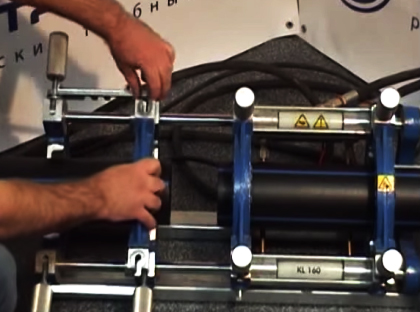
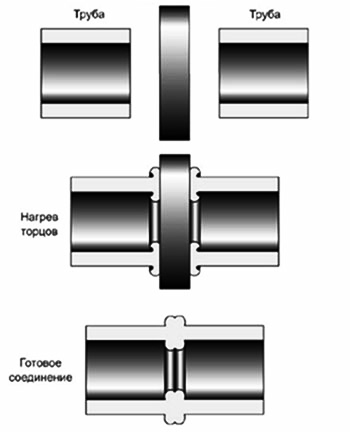
Следующий этап работ – формирование первичного грата путем расплавления торцов труб, для чего используется аппарат для сварки ПНД труб. На торцы ПНД труб воздействуют нагревателем, при этом тепло распространяется вглубь полиэтилена, благодаря чему и начинается процесс его плавления.
Аппарат для сварки пластиковых труб позволяет выдержать на торцах труб нужную температуру в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, после чего нагревательную часть оборудования аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно помнить, что время, затрачиваемое на удаление сварочного аппарата и стыковку нагретых концов труб, было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
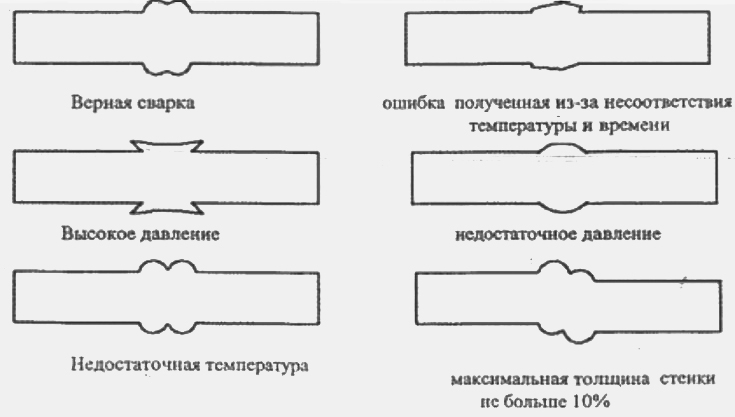
После остывания полиэтилена получается равномерный герметичный шов — бурт. Если в технологическом процессе / монтаже, то шов получится неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.
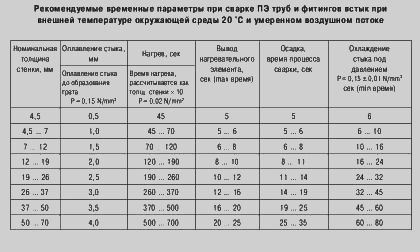
Рекомендуемые временные параметры при стыковке полиэтиленовых труб

















